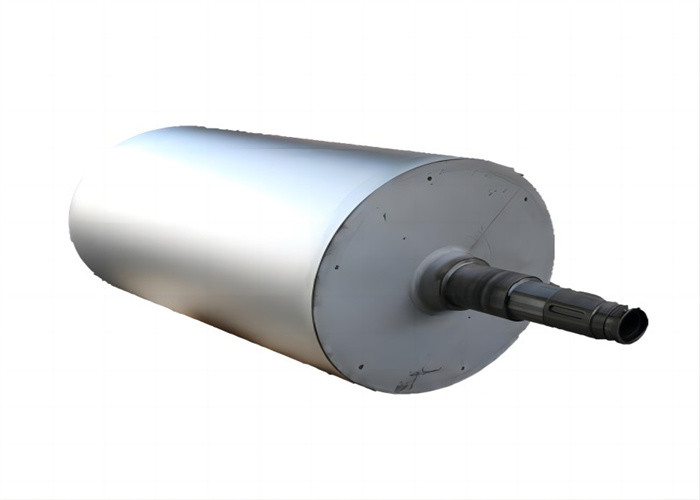
Roller di fusione per la fusione di pellicole
Descrizione del rullo di fusione:
The cast film roller adopts strict European manufacturing standards and undergoes multiple welding and heat treatment processes to ensure that the overall structure of the roller is strong and reliablePer garantire un efficace effetto di scambio termico, i canali di flusso del rullo di fusione sono tutti appositamente progettati in forma a spirale.e il flusso del liquido di raffreddamento attraverso i canali di flusso è calcolato per ridurre al minimo l'errore di temperatura della superficie del rullo e migliorare migliorare l'uniformità della temperatura del prodottoLa precisione di bilanciamento dinamico dei rulli utilizzati per le pellicole è particolarmente importante.Attrezzature dedicate per la taratura della bilancia dinamica su larga scala e soluzioni multiple di rilevamento della bilancia consentono di funzionare senza intoppi ad alte velocità.

Caratteristiche del rullo di fusione
| Diametro del rullo |
Φ800-1600 mm |
| cilindricità e coassialità del rullo |
≤ 0,005 mm; |
| superficie del rullo |
cromo duro |
| strato cromato |
50-80. |
| Errore di temperatura della superficie del rullo |
± 0,5 a 1°C; |
| Superficie lucidata |
specchio, specchio superfine, matto/matto, trattamento della superficie del rullo antiaderente |
| Deformazione generale |
< 0,05 mm a pieno carico |
| bilanciamento dinamico |
Q=3.2 durante il funzionamento |
La produzione di pellicole fondute qualificate richiede non solo un adeguamento del processo sulle materie prime, ma anche la padronanza delle condizioni di lavorazione, tra le quali la temperatura ha un impatto maggiore sulle prestazioni della pellicola.La temperatura di produzione adatta è di 230-250°C.Il coltello ad aria sul rullo di raffreddamento deve essere regolato in modo appropriato per mantenere il film raffreddato uniformemente ed evitare spessore instabile o insufficienza di aderenza al rullo.Inoltre, i punti chiave del processo di produzione della pellicola fusa comprendono la progettazione della testa della macchina a forma di T,la finitura superficiale del rullo refrigerante, e il monitoraggio dello spessore della pellicola con misuratori di spessore a raggi beta o a infrarossi per ottenere requisiti di spessore soddisfacenti.
Materiale: selezionare tubi di acciaio 45# di alta qualità, tubi di acciaio in lega, tubi di acciaio di precisione, ecc.
Struttura: vari disegni strutturali come il canale di flusso a spirale del serbatoio interno e il tipo di giacca
Trasformazione: processo avanzato di trattamento termico, raffreddamento e temperatura, dopo la tornitura, l'assemblaggio e altre lavorazioni, la manica rossa viene montata a caldo e saldata per rimuovere l'applicazione.
Resistenza, sfumatura, finitura, finitura e rivestimento, cromo duro, finitura super fine, finitura di precisione con abrasivi americani 3M lucidati o levigati fino a finitura opaca.
Parametri: rugosità Ra0,005 (livello di liscezza 14 o superiore), senza linee di vibrazione, strisce o linee di rugosità.Differenze di temperatura di raffreddamento o riscaldamento ≤ ± 1°CDopo l'astensione, la durezza della superficie del rullo è di HRC55~58, dopo il cromo duro il trattamento termico è di HRC65 o superiore.
Applicazione: PVC, ABS, PP, PT, PE, PC e altri fogli di plastica, fogli, pellicole, carte, cuoio, metallo, tessuto, decorazione e altri materiali.

 Il tuo messaggio deve contenere da 20 a 3000 caratteri!
Il tuo messaggio deve contenere da 20 a 3000 caratteri!